дЖЕРРДЕНThielзмВПЃЌЮвУЧдкГЇГЄWalter KlingДјСьЯТЃЌгавЛИіЯТЮчЕФЙЄГЇжЎТУЃЌгЩгкJim ThielЖдгкЦЗжЪгЕгаОјЖдЕФвЊЧѓЃЌЮЏЭтбuзїОГЃВЛФмДяЕНЫћЕФБъзМЃЌМгЩЯЮЏЭтШнвзЭЯТ§баЗЂЕФЫйЖШЃЌвђДЫ27ФъРДЫћВЛЖЯХЌСІЃЌОЁПЩФмДяГЩЭъШЋдкLexingtonЙЄГЇЩњВњЕФФПБъЃЌЧвШУЮвУЧДгЭЗЕНЮВПДПДThielРЎАШЕЎЩњЕФЙ§ГЬЁЃ
ЪгОѕЕквЛвЊЫиЃКвєЯф
вЊШУРЎАШЕквЛблОЭШУШЫОѕЕУИпЙѓЦЏССЃЌЭтЙлАчбнЙиМќЕФЪгОѕвЊЫиЃЌThielНќФъРДдкЭтЙлДІРэЩЯдНРДдНЯИП@ЃЌЦфЪЕУЛЪВїсУиОїЃЌОЭЪЧТ§ЙЄГіЯИЛюЃЌМгЩЯМИКѕШЋЪжЙЄбuдьЃЌУПвЛИіЙЄађСїГЬЖМБиаыгазЈШЫЧЉУћИКд№ЃЌШЗБЃРЎАШГЩЦЗЕФИпЭъГЩЖШЁЃ

ThielЙЄГЇбВРёЃЌгЩГЇГЄWalter KlingИКд№НтЫЕЁЃHi EndРЎАШЕФЭтЙлОГЃгУФОЦЄзАЪЮЃЌвЊФмШУСНжЇРЎАШЖМгаЯрНќЕФдФОЛЈЮЦЃЌФОЦЄЕФХфЖдЪЧЛљБОЙІЗђЁЃ

етЮЛСєзХТэЮВЕФШЪажНазіAlvinЃЌИКд№ФОЦЄХфЖдгызАЪЮЙЄзїЁЃгЩгкФОЦЄГпДчЙЬЖЈЃЌДѓаЭТфЕиРЎАШашвЊгУСНЦЌвдЩЯЕФФОЦЄЦДЦ№РДЃЌAlvinвЊЩИбЁЮЦТЗЯрНќЕФФОЦЄЃЌШЛКѓгУЛњЦїАбСНЦЌФОЦЄЁИГЕЗьЁЙЦ№РДЁЃ

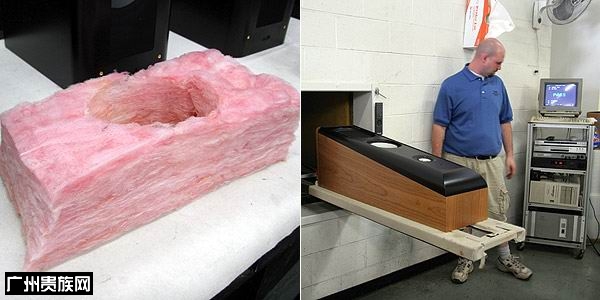
ЭМзѓЃКНгЯТРДAlvinЪЙгУШЋздЖЏЕФГЕДВбuзївєЯфЧАеЯАхЕФГѕХпЃЌАбдЄЯШЩшМЦКУЕФФЃАцЗХдкГЕДВЩЯЃЌШЛКѓНЋMDFАхЗХКУЃЌЭИЙ§ХдБпЕФЙЄвЕгУЕчФдЪфШыВЮЪ§ЃЌздЖЏГЕбuРЎАШвєЯфЕФГѕХпЁЃЭМгвЃКУПвЛжжВЛЭЌЕФаЭКХБиаыЪЙгУЬибuЕФФЃАхЁЃ

етВПГЕДВЩшжУздЖЏМЏГОЯЕЭГЃЌАбГЕГіРДЖртХЕФФОаМЗЯСЯЧхРэЧЌQЃЌЫљвдThielЕФЙЄГЇПЩвдЫцЪББЃГжЧЌЧЌQQЁЃ

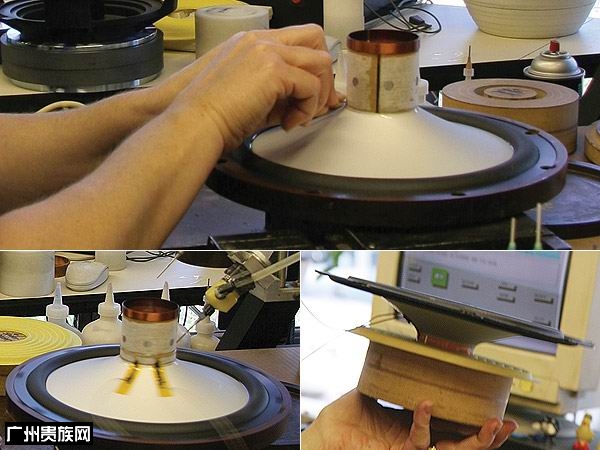
ЯрЭЌЕФCNCГЕДВЃЌВЛЙ§етВПгУРДбuзївєЯфзѓгвВрАхгыБГАхЁЃвђЮЊФОЦЄвбОдЄЯШХфЖдЃЌЫљвдУПвЛИібuзїЭъГЩЕФВПМўЃЌЭЌбљвЊБъЪОБрКХЁЃ

AlvinбuзївєЯфЕФГѕХпЙЄзїЛЙУЛНсЪјЃЌЫћБиаыЮЊЧАеЯАхНјааЯИВПЕФДђФЅЃЌВЂЧвАбЧАеЯАхЕФДХЬњЗХЕНдЄЯШПЊКУЕФПзЖДЁЃдкЧАеЯАхБГУцЗХЩЯДХЬњвЊзїЪВїсЃПгУДХЬњЙЬЖЈЭјежЃЌетвВЪЧThielРЎАШЕФЬиЩЋжЎвЛЁЃ

ЧАеЯАхЁЂВрАхЁЂБГАхЁЂЖЅАхгыЕззљМгЙЄЭъГЩКѓЃЌНгЯТРДОЭЪЧзщКЯЕФГЬађЁЃЙ§ГЬгаЕуЯёпЁжНЃЌЯШдкжмЮЇЩЯКУЙЬЖЈНКЃЌАбзѓгвВрАхЁЂЖЅАхКЭЕзАхзщКЯЦ№РДЃЌНгзХгУДђАќДјРНєЙЬЖЈЁЃШЛКѓдйНЋЧАеЯАхЩЯНКЙЬЖЈЃЌЭЌбљвдДђАќДјЙЬЖЈАѓНєЁЃЕШЙЬЖЈНКЧЌдяжЎКѓЃЌОЭПЩвдЫЭШЅЩЯЦсЁЃвЊЕШЖрОУНКВХЛсЧЌЃПГЇГЄWalterБэЪОвЊПДЬьЦјЖјЖЈЃЌвЛАуБШНЯЬьЦјБШНЯЧЌдяЕФЪБКђЃЌДѓИХЕШвЛИіаЁЪБОЭПЩвдЃЌШчЙћЬьЦјНЯГБЪЊЃЌПЩФмвЊЕШвЛИіАыаЁЪБЃЌЫљвдУПДЮЭъГЩвєЯфзщКЯКѓЃЌЙЄзїШЫдБвЊдкЙЄзїБэЩЯМЭТМЭъГЩЪБМфЃЌВХжЊЕРЪВїсЪБКђПЩвдЫЭШЅЩЯЦсЁЃ

вєЯфзщКЯЭъГЩЃЌВЂЧвЕШД§ЙЬЖЈНКЧЌдяКѓЃЌНгЯТРДЪЧЩЯЦсЕФГЬађЁЃЮЊСЫзївЕЗНБуЃЌвєЯфЖМЗХдкЛюЖЏЕФМмзгЩЯУцЃЌвРађХчЦсЁЃ

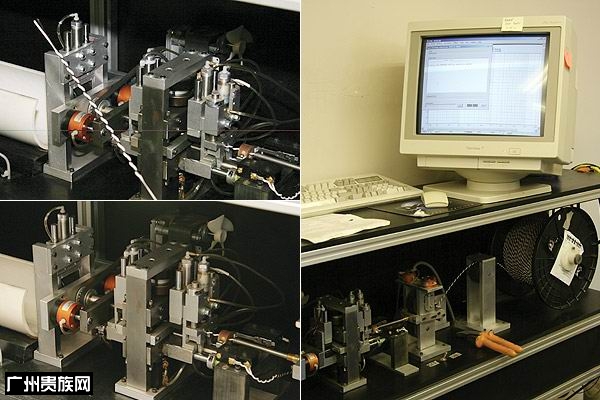
ЭМзѓЃКетИіГЄЕУЯёЖЯЭЗЬЈЕФЛњЦїзїЩЖгУЃПгУРДЭфЧњТСЬѕЁЃSCS3гыMCS1ЕФЭјежХфКЯвєЯфЩшМЦЃЌСНВрГЪЛЁаЮЃЌWalterЛЈСЫЕуЙІЗђВХЯыГіШчКЮбuдьЭфЧњЕФТСАєЁЃЭтУцЕФЭИУїбЙПЫСІЪЧБЃЛЄзАжУЃЌУЛгаЙиЦ№РДЛњЦїВЛЛсЖЏзїЃЌБмУтВйзїВЛЕБЕФЧБдкЮЃЯеЁЃЭМгвЃКетЪЧCS7.2ЪЙгУЕФЧАеЯАхЃЌВФжЪВЛЪЧMDFЃЌЖјЪЧЪЙгУДѓРэЪЏЗлЮЊЛљДЁЕФб}КЯВФСЯЃЌвддЄж§ЗНЪНбuзїЃЌЪЧЩйЪ§гЩаСІГЇЩЬбuзїЕФВПМўЁЃГ§СЫашвЊж§дьЕФВПМўжЎЭтЃЌМИКѕЫљгаЕФдЊМўThielЖМОЁСПздМКЩњВњЁЃ
еЦЮеЩљВЈзЊЛЏЙиМќЃКРЎАШЕЅЬх
Jim ThielдчЦкКЭДѓВПЗжЕФРЎАШбuдьГЇвЛбљЃЌздЖЉЙцИёЯђЙњМЪжЊУћЕФгХауЕЅЬхГЇЩЬёЙКЃЌЕЋЪЧЫцзХЫћЖдРЎАШЕФвЊЧѓдНРДдНИпЃЌКЯзїГЇЩЬж№НЅВЛФмТњзуЫћЕФвЊЧѓЃЌгкЪЧПЊЪМздМКбuзїЕЅЬхЕФМЦЛЁЃThielжЛДђЫубuзїздМКашвЊЪЙгУЕФСПЃЌЫљвдЫћУЧУЛгаАбИїИіГЬађЗжЙЄЃЌЖјЪЧгЩЕЅШЫВйзїЫљгаЕЅЬхЕФбuзїСїГЬЁЃзмЙВгаШ§ЮЛХЎЪПИКд№РЎАШЕЅЬхЕФбuзїЃЌгІИУЪЧХЎЪПБШНЯЯИаФЃЌЪЪКЯетЯюЙЄзїЃЌееЦЌжаЪОЗЖЕФЪЧЕЭвєЕЅЬхЃЌЦФЮЊГСжиЃЌАВзАЯрЕБЗбСІЃЌЕЋЪЧУРЙњЧПЕїФаХЎЦНЕШЃЌЫљвдЯИЙЄКЭДжЛюЃЌЮоТлФаХЎЖМЕУЦНЕШЗжЕЃЁЃ

ЭМзѓЃКThielЕФРЎАШЕЅЬхДг1992ФъПЊЪМОЭздМКЩшМЦбuдьЃЌЧПЕїЖЬвєШІЁЂГЄДХЯЖНсЙЙЃЌЬсИпвєШІЖЏзїЕФДХСІЯпадЁЃИеПЊЪМжЛгаCS3.6ЕФжавєЕЅЬхЪЙгУЃЌШЛКѓж№НЅРЉеЙжСЫљгаЕФВњЦЗЯпЃЌЖј1994ФъCS7ЭЦГіЪБЃЌОЭШЋУцЖМЪЙгУздМвЕЅЬхЁЃетВПЕЅЬхзщзАЛњЦїгЩГЇГЄWalterЧзздЩшЖЈЫљгаздЖЏЛЏЩЯНКЕФВЮЪ§ЃЌThielЕЅЬхбuзїЙ§ГЬзюЬиЪтжЎДІОЭЪЧДгЭЗЕНЮВвЛИіШЫЭъГЩЁЃЭМгвЃКЪзЯШНЋДХЬњзмГЩЕФЩЯЬњгыЯТЬњзщзАЦ№РДЁЃЧызЂвтЃЌетЪБКђЫљгаЕФЬњаОЖМУЛгаЩЯДХЃЌВХФмЙЛЫГРћАВзАЁЃ

НгзХдкЩЯЬњВПЗжЩЯНКЃЌНЋПђМмАВзАЩЯШЅЃЌвдТнЫПЫјНєЁЃ

зАКУЕФДХЬњгыПђМмЯШаЖЯТРДЃЌФУГіСэвЛИіЕззљФЃзгРДбuзїеёФЄЁЃАбРЎАШаќБпЗХдкФЃзгЩЯЃЌШЛКѓВйзїЛњЦїздЖЏЩЯНКЃЌдйАбТСжЪеёФЄЬљЩЯШЅЁЃетбeЪЙгУЕФ№ЄНКЗЧГЃживЊЃЌЫљвдБиаыЪЙгУЛњЦїОЋУмПижЦгУСПгыЭПбОљдШЖШЁЃ
АбвєШІЩЯУцСНЬѕЯИЯпаЁаФРГіРДЃЌвдНКДјЙЬЖЈЁЃАбЕЏВЈАВзАЩЯШЅЃЌЪжЙЄЩЯНКЃЌШЛКѓОЭПЩвдАбеёФЄгыАВзАЕНРЎАШПђМмгыДХЬњзмГЩЩЯУцЁЃ

ЩйСЫЪВїсЃПЕЅЬхе§УцЕФЗРГОИЧЁЃЯШАбзщКЯКУЕФВПЗнЗХЛиЛњЦїЩЯЃЌШЛКѓдкЗРГОИЧЩЯУцЪжЙЄЩЯНКЁЃЖдзМЕЅЬхЕФе§жааФЧсЧс№ЄЬљЩЯШЅЃЌШЛКѓЪЙгУЛњЦїдкЩЯЙ§вЛДЮНКЃЌОЭПЩвдДгЛњЦїЕФЙЄзїЦНЬЈЩЯаЖЯТРДСЫЃЁ

ДгЙЄзїЦНЬЈЩЯЭъГЩБъзМЙЄађКѓЃЌЛЙБиаыЪЙгУжиЮябЙзЁЗРГОИЧЃЌОВКђЫљгаЕФНКЭъШЋФ§ЙЬЁЃжиЮябЙеђЕФЪБМфдМашвЛИіаЁЪБЃЌШЛКѓОВжУШ§ИіаЁЪБЃЌжСЩйЫФИіаЁЪБжЎКѓВХФмЫЭШЅМгДХЁЃ

етВПЛњЦїИКд№ДХЛЏЙЄзїЃЌПЊЙивЛДђПЊЃЌОЭЮЊЬњаОЙрзЂДХСІЃЌЕЅЬхЕФДХЬњзмГЩЗХдкетбeЃЌТэЩЯОЭДгЬњаОБфГЩДХЬњЁЃЛЦЩЋЕФЧјгђБэЪОЁИЮЃЯеЁЙЃЌЗВЪЧдкЧјгђФкЕФЫљгаН№ЪєЮяЦЗЖМЛсСЂПЬБЛЮќЙ§ШЅЃЌВйзїЪББиаыдЖРыДЫвЛЧјгђЁЃзЂвтЕНе§жабыеОзХвЛИљаЁЬњАєТ№ЃПWalterЮЊСЫШУЮвУЧВtНтПДВЛЕНЕФДХСІЃЌЙЪвтдкЛЦЩЋЧјгђЗХСЫвЛИіаЁЬњАєЃЌПЊЙивЛДђПЊЫВМфОЭБЛЮќЙ§ШЅЃЌЫйЖШжЎПьМДЪЙWalterСЌајВйзїСЫШ§ДЮЃЌЮвУЧЖМУЛПДЧхГўаЁЬњАєдѕїсЗЩЙ§ШЅЕФЁЃОЙ§ДХЛЏЕФЙ§ГЬЃЌЕЅЬхЕФЫљгаЙЄађОЭШЋВПЭъГЩЁЃ
ЗжвєЦїгыФкВПНгЯп
ThielРЎАШЕФФкВПНгЯпгЩJimЩшМЦЃЌВЂЧвЪЙгУетВПЛњЦїНЪШЦЁЃХфЯпЕФВФСЯдђЪЧЯђStraight WireЖЉЙКЕФВњЦЗЁЃThielЧПЕїЪБМфЯрЮЛаое§ЕФвЛНзЗжвєЃЌВЛЙ§етДЮЮвУЧУЛгаПДЕНЗжвєЦїбuзїЕФЙ§ГЬЁЃЭМжаетВПЕчФдгаСНИіЙІгУЃЌвЛЪЧИКд№ПижЦЕчФдЯТУцЕФФЧВПЦїВФЃЌСэвЛИіЙІФмдђЪЧВтЪдЗжвєЦїгыГЌЕЭвєЗХДѓФЃзщЕФЙІФмЪЧЗёе§ГЃЁЃ

ЗжвєЦїгыГЌЕЭвєЗХДѓФЃзщЃЌЖМБиаыОЙ§ЕчФдВтЪдЃЌВХФмЫЭШЅзщзАЁЃ
ЦЗжЪЙмжЦЃКГіГЇЧАЕФБивЊГЬађ
ДгвєЯфЁЂЕЅЬхЁЂЗжвєЦїгыЕчзгСуМўзпЭъзщзАСїГЬЃЌзюКѓвЛЙиОЭЪЧГіГЇЧАЕФЦЗжЪЙмжЦЁЃетЮЛЙтЭЗЕФФъЧсШЪажНазіJoeyЃЌЫћЕФЙЄзїЪЧАбГЌЕЭвєЕФзшФсЮягыЗХДѓФЃзщзщзАЦ№РДЃЌШЛКѓНгЩЯбЖКХНјааВтЪдЁЃгУРДВтЪдЕФбЖКХЪЧЩюЫЎеЈЕЏБЌеЈЕФЧПОЂЕЭЦЕЃЌВЂЧввдКмДѓЕФвєСПШУЕЅЬхОчСвдЫЖЏЁЃДгГЌЕЭвєЕЅЬхЧАКѓДѓЗљЖШЕФЬјЖЏЃЌПЩвдВtНтThielёгУГЄГхГЬЕФЩшМЦЃЌВтЪдЕФЕЭЦЕЩљЯьЦФЮЊСюШЫгЁЯѓЩюПЬЁЃ

ФбЕРетЖдРЎАШгаЮЪЬтЃЌвЊЫЭНјШЅЗйЛЏТЏЯњЛйТ№ЃПЮвВТДѓМвЯыЯёЕФЪТЧщЯрШЅВЛдЖЃЌВЛЙ§ЛиЙще§ЬтЃЌбeУцЦфЪЕЪЧГфЗжЮќвєЕФРЎАШВтЪдЪвЃЌJoeyЛсЯШАбРЎАШЗХдкетбeЃЌНгЩЯКѓМЖШУРЎАШЗЂЩљЃЌВтЪдбЖКХКЭвєРжЦЌЖЮёіЬ§РЎАШЪЧЗёгавьвєЃЌЖјгУРДВтЪдгУЕФКѓМЖРЉДѓЛњЪЧThresholdЕФS/500ЁЃЧызЂвтЃЌJoeyЕФШЮЮёВЂВЛЪЧёіЬ§РЎАШГЩЦЗЪЧЗёКУЬ§ЃЌЖјЪЧвЊёіЬ§РЎАШЪЧЗёгавьГЃЕФдгвєЁЃWalterЫЕетИіЙЄзїашвЊГЄЪБМфЕФбЕСЗЃЌВХФмМнЧсОЭЪьЃЌдкЖЬЪБМфФквдВтЪдвєЗжБцРЎАШЪЧЗёгашІДУЁЃШчЙћЭЈЙ§JoeyЕФЖњЖфЃЌНгзХОЭЛсЫЭЕНРЎАШВтЪдЪвЃЌжДааЦЕТЪЯьгІЁЂаГВЈгыЯрЮЛЕШВтЪдЃЌДгЕчФдЩЯЕФЪ§ОнОіЖЈЪЧЗёЙ§ЙиЃЌЖјЧвСЌајжДааСНжЇРЎАШЕФВтЪдЃЌПижЦзѓгвЩљЕРЕФВювьдк1dBвдФкХфЖдЁЃ
АќзАЃКзМБИГіЛѕСЫЃЁ

етвЛЙиПДЦ№РДЫЦКѕВЛживЊЃЌЕЋЪЧЖдгкThielЖјбдЃЌвЊДгПЯЫўЛљАбРЎАШвЛТЗЫЭЕНШЋЪРНчЃЌАќзАПЩвЛЕуЖМВЛФмТэЛЂЁЃгЩгкThielРЎАШЗЧГЃжиЪгЩљВЈШЦЩфЕФЮЪЬтЃЌЫљвдЧАеЯАхЖМвдCNCНЋСНВрЧаИюГіЛЁаЮЃЌБиаыКУКУБЃЛЄЃЌЫљвдЫћУЧЩшМЦСЫзЈгУЕФШШШкЛњЃЌбuзїИїжжВњЦЗЯрЖдгІЕФЧаИюЯпФЃзгЃЌДђПЊЛњЦїМгШШЃЌШЛКѓАбБЃРіСњЭЦНјШЅЃЌОЭКЭРЎАШЕФаЮзДвЛбљСЫЁЃгУБЃРіСњАбРЎАШБЃЛЄКУЃЌМгЩЯжНЯфАќзАЃЌThielРЎАШОЭзМБИНјОќШЋЪРНчСЫЃЁ
ЪлКѓЗўЮёЃКЖдЙЫПЭЕФБЃжЄгыгРдЖЕФЗўЮё
ЩэЮЊвЛМвОпгаГЄОУРњЪЗЕФвєЯьГЇЩЬЃЌThielЗЧГЃЧПЕїЙЫПЭЕФЪлКѓЗўЮёЃЌЬсЙЉДгЙКТђШеЦкПЊЪММЦЫуСЌајЪЎФъЕФБЃЙЬЃЌГЄЦкЕФБЃЙЬвВЪЧThielРЎАШЕФВњЦЗМлжЕжЎвЛЁЃЕБШЛЃЌШЫЮЊЕФЫ№ЪЇВЂВЛдкБЃЙЬЗЖЮЇФкЁЃДЫЭтЃЌМДЪЙВњЦЗГЌЙ§ЪЎФъБЃЙЬЦкЃЌжЛвЊЫЭЛиThielдГЇЃЌЫћУЧЖМЬсЙЉаоРэЕФЗўЮёЃЌЦЉШчдчЦкThielРЎАШФГаЉаЭКХЪЙгУХнУоаќБпЃЌЪБМфвЛОУОЭЛсРУБпЃЌжЛвЊФмЫЭЛидГЇЃЌThielОЭЛсАяФњаоРэЁЃЭМжаЕФРЯажОЭЪЧИКд№аоРэЕФЪІИЕЃЌЫћдкThielвбОЙЄзїЪЎОХФъЃЌИїжжЦцЦцЙжЙжЕФЫ№ЛЕзДПіЫћЖМПДЙ§ЃЌЭЌЪБвВФмгУе§ШЗЕФЗНЪНШУЫ№КФЦЗаоИДЛидзДЁЃЫћеЙЪОвдЭљЩLМЏЯТРДЕФЙЪеЯЦЗИјЮвУЧПДЃЌФмАбЗжвєЦїЩеГЩееЦЌжаЕФФЃбљЃЌецВЛЯўЕУЕНЕздѕїсИуГіРДЕФЃП